Högteknologi och skickligt hantverk i skön förening. Audi e-tron GT tillverkas i Audi Böllinger Höfe

Tillverkningen i punktform
- Audi e-tron GT tillverkas vid Audi Böllinger Höfe, som hör till anläggningen i Neckarsulm och öppnades 2014: utbyggnad och konvertering 2019, nya virtuella planeringsmetoder
- Produktionschefen Wolfgang Schanz: ”Här har vi skapat en unik kombination av skickligt hantverk och smart tillverkningsteknik”.
- Karossavdelningen för e-tron GT är automatiserad till ca 85%: 10 stationer med totalt 34 robotar
- Optimalt utnyttjande av fabriksutrymmet genom en monteringslinje som varje kaross passerar igenom två gånger; ”two-way framer” kombinerar flera tillverkningssteg inom en begränsad golvyta
- Ny korrelationsfri inmätnings-teknik med 350 mätpunkter svarar för högsta precision med en maximal avvikelse på endast +/- 0,20 mm.
- Den gemensamma monteringslinjen för Audi e-tron GT och Audi R8, trots deras skilda teknikkoncept, är något unikt i Volkswagen-koncernen
- Olika transportmetoder längs monteringslinjen: 20 förarlösa transportfordon, nytt eldrivet överliggande transportband, självstyrd överföringsstation
- Samarbete människa/robot för att fästa vindrutan och bakrutan
- Specialanpassade monteringshjälpmedel utskrivna av 3D-printer, baserat på de anställdas idéer
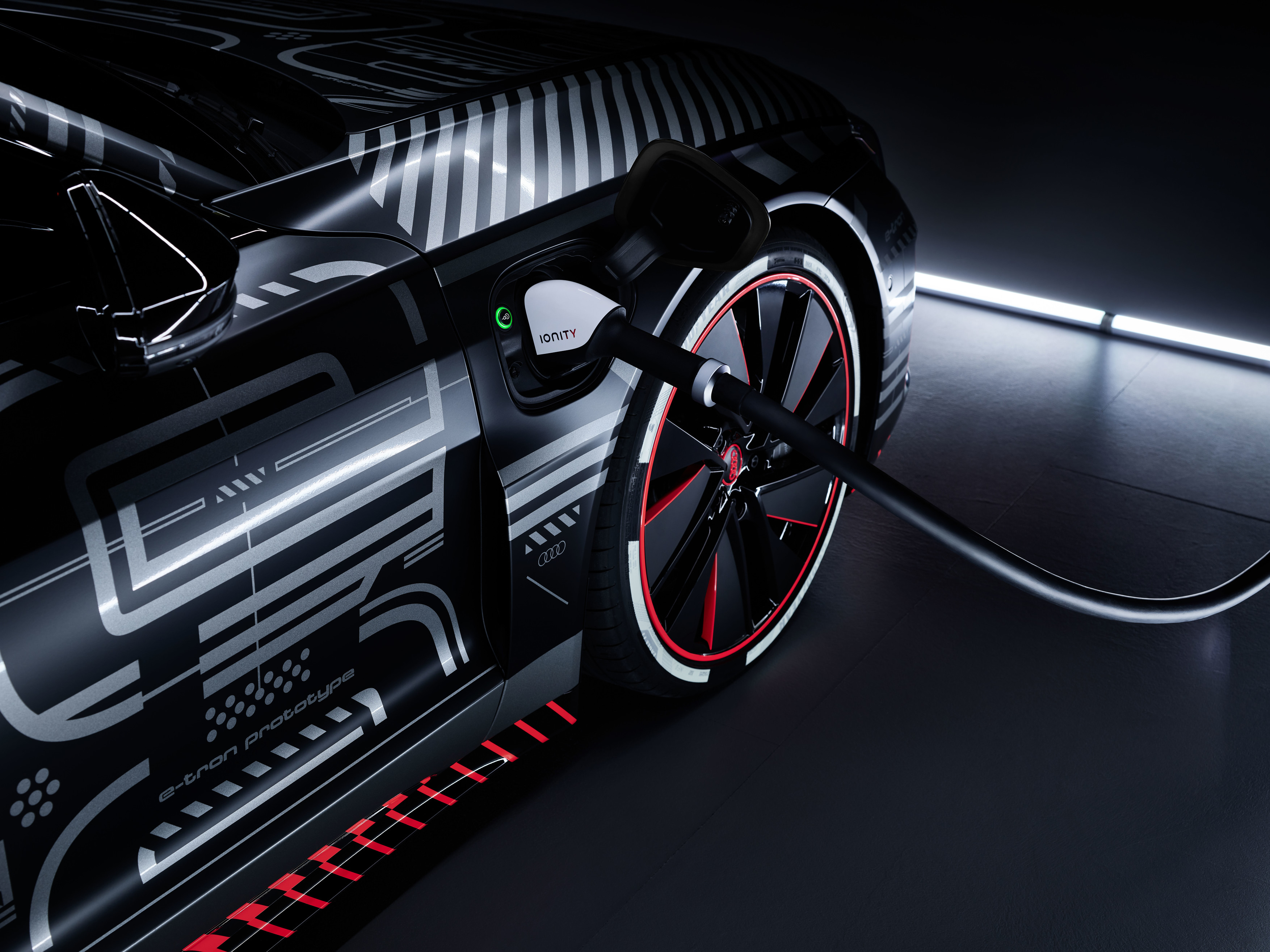
Audi e-tron GT tillverkas småskaligt och högteknologiskt
Audi e-tron GT är den första helt eldrivna bil som företaget tillverkar i Tyskland. Audi e-tron GT börjar rulla av monteringsbanden i Böllinger Höfe i Neckarsulm i slutet av året. Denna produktionsenhet för mindre serier har byggts ut, uppgraderats och ställts om för sin nya uppgift. Hantverkskunnandet, som var så utmärkande för den tidigare anläggningen, finns naturligtvis kvar och kompletteras nu dessutom av digitala processer och smart teknik. Under utbyggnaden använde sig produktionsplanerarna av nya, virtuella metoder. Testerna av logistiken och arbetsprocedurerna längs monteringslinjen utfördes för första gången helt i en virtuell miljö. I förplaneringen användes dessutom VR-teknik. e-tron GT är den första Audi som konstruerats utan användande av några fysiska prototyper.
Stora delar av karossen på e-tron GT består av höghållfast stål och aluminium. För att kunna tillverka denna materialmix i de planerade kvantiteterna, anlades en karossavdelning där de anställdas hantverksskicklighet kombineras med den automatiserade produktionsteknikens fulla potential. Här finns bl.a. en innovativ monteringslinje som varje kaross passerar två gånger. Linjen är byggd som en s.k. ”two-way framer” där 10 robotar används för montering av de yttre och inre karossplåtarna. Här kombineras alla tillverkningsstegen för sammanfogningen i ett enda system vilket gjort det möjligt att tillverka Audi e-tron GT på den yta som stod till förfogande.
Mätproceduren för karossernas inpassning, som också den är ny, säkerställer ännu högre noggrannhet och reagerar direkt på minsta avvikelse.Två robotstyrda optiska mäthuvuden kontrollerar hela 350 mätpunkter. Vid slutet av karossmonteringslinjen sätts det extremt noggranna manuella arbetet in. Här monterar erfarna, yrkesskickliga fackmän/kvinnor tillsatsdelarna och kontrollerar finishen på den färdigmonterade karossen. Den uttrycksfulla designen på Audi e-tron GT ställer unikt höga krav på tillverkningskvalitén – sidoväggsramen har t.ex. ett extremt stort dragdjup – 35 cm – mellan sin högsta och lägsta punkt.
Audi R8 och e-tron GT på samma moteringslinje
Den utbyggda monteringslinjen består nu av 36 cykler istället för tidigare 16. e-tron GT delar monteringslinjen med R8, och denna integrering av två tekniskt helt skilda bilar är unik för Volkswagen-koncernen. Båda modellerna förflyttas med hjälp av förarlösa transportfordon och ett eldrivet monorail-system. Vid en station längs linjen, arbetar robotar och människor sida vid sida. Med hjälp av en 3D-printer kan montörerna få specialanpassade monteringshjälpmedel utskrivna efter sina egna förslag. Alla färdiga bilar provkörs 40 km på allmän väg, bl.a. på motorväg och i stadstrafik.
”Med integreringen av Audi R8 och Audi e-tron GT, ser en unik kombination av hantverk och smart produktionsteknik nu dagens ljus i Böllinger Höfe”, sammanfattar produktionschefen Wolfgang Schanz det hela. ”Speciellt stolt är jag över den passion och anda vårt team uppvisar.”
Tillverkningen av Audi e-tron GT i detalj:
Unik i koncernen – produktionslayouten vid Audi Böllinger Höfe
Wolfgang Schanz, som är en tvättäkta bilentusiast, har arbetat i över 20 år med premiumbilar och sportbilar för Audi och Porsche. För fyra år sedan tog han över som produktionschef i Böllinger Höfe, där han kan alla tillverkningssteg och alla komponenter i R8 in i minsta detalj. Denne erfarne ingenjör är inte en man som lätt låter sig imponeras, men när han börjar berätta om e-tron GT, är hans entusiasm inte att ta miste på. ”Produktionsmetoderna, på det sätt vi lagt upp dem här, hittar man ingen annanstans i koncernen,” berättar produktionschefen. ”Vi har på ett framgångsrikt sätt lyckats med konststycket att bygga två vitt skilda modeller vid en och samma monteringslinje: Högprestandasportbilen R8, med sin V10-förbränningsmotor får där sällskap av e-tron GT i form av en helt eldriven Gran Turismo.”
Enligt Schanz hade detta inte varit möjligt utan flexibel planering och en policy som förenade det bästa av två världar. ”Vi behöll det skickliga hantverksarbetet från R8-fabriken och kombinerade det med ny, smart teknik. I och med detta, lät våra anställda föra all sin passion för R8 vidare till e-tron GT.”
Audi Böllinger Höfe-fabriken i Heilbronn, hör till anläggningen i Neckarsulm. Audi Böllinger Höfe-fabriken var redan från början byggd som en produktionsenhet för mindre serier och med innovativa och flexibla processer, och hösten 2014 drog tillverkningen av Audi R8 igång här. För att kunna integrera även e-tron GT i produktionen, byggdes fabriken ut, uppgraderades och förändrades: Supermoderna system installerades i karossavdelningen och vid monteringslinjerna. Dessutom uppfördes nya logistikhallar med en golvyta på ca 10.000 m2 och ett källarplan på 800 m2. De flesta ombyggnationerna vid Böllinger Höfe utfördes utan att tillverkningen behövde avbrytas. Den första helt eldrivna Audi-modell som tillverkats i Tyskland kommer att rulla av den monteringslinje, som den delar med R8, i slutet av 2020. Karosstillverkningen uppströms i produktionen kommer dock fortsatt att vara separata.
Förnybar energi vid tillverkningen
När tillverkningen av e-tron GT drar igång, kommer all energi till Böllinger Höfe att komma från 100% förnybara källor – för värmeförsörjningen används klimatneutral biogas. Sedan årets början, har anläggningarna i Böllinger Höfe och Neckarsulm uteslutande använt grön el för sin fordonstillverkning.
Headset och handkontroller – nya VR-hjälpmedel sparade tid och resurser
Genom att också använda resursbesparande metoder i produktionsplaneringen, kunde Audi lägga in och komma igång med tillverkningen av en ny bil på rekordtid. Personalen använde Virtual Reality-headset och handkontroller för att testa alla monteringsprocesser och tillhörande logistikprocesser digitalt – även för containerplaneringen begagnade man sig av VR. Audi tog fram sin egen VR-mjukvara för detta – ett projekt som var epokgörande inom Volkswagen-koncernen. Det baseras på 360°-skanningar som tillsammans ger en tredimensionell inomhuskarta över det virtuella området. e-tron GT är den första av koncernens bilar som genomgått tester av samtliga monteringssteg helt utan användande av någon fysisk prototyp.
Att tänka stort på liten yta – karossavdelningen
Stora delar av passagerarutrymmet i helt eldrivna Gran Turismo består av höghållfast stål, och det yttre skalet är tillverkat helt i aluminium. Detta materialkoncept skiljer sig fundamentalt från Audi Space Frame (ASF) i högprestandasportbilen R8 och dess motorsportvarianter, som är byggda nästan helt för hand. Därför satte man upp en ny karossavdelning för Audi e-tron GT inom det golvutrymme som stod till förfogande.
Här hittar vi en supermodern och till ca 85% automatiserad monteringslinje med 34 robotar – nästan som vid en monteringslinje för serietillverkning i stor skala. Totalt nio ”heta” och ”kalla” sammanfogningsmetoder används, från punktsvetsning via skruvar hela vägen till nitar och kemiska bindningsmetoder. Christoph Steinbauer, chef för karossavdelningen, förklarar principen närmare: ”Karossen på en e-tron GT passerar igenom 10 stationer längs vår monteringslinje. För att vi ska kunna utnyttja det tillgängliga utrymmet optimalt, förs karosserna i en slinga runt linjen.”
10 robotar och 32 verktyg – ”two-way framer”
Ett stort fastspännings- och fastsättningssystem – ”two-way framer” – fungerar som centralstation längs karossmonteringslinjen. Vid den första passagen är det här som de inre sidoramarna placeras på plats och fogas samman. Allt sker med stor precision. De yttre sidostyckena monteras då karossen passerar andra gången. För de olika sammanfogningsmetoderna svarar 10 robotar, som använder sig av 32 högteknologiska verktyg. Mellan de båda passagerna, och under de olika arbetsmomenten, byter de själva mellan verktygen helt automatiskt.
Two-way framer är ett exempel på hur flexibel och innovativ tillverkningen är vid Audi Böllinger Höfe. Det är också detta som är nyckeln till att e-tron GT kan produceras där. En konventionell karossfabrik hade behövt ha två separata sådana framers och därför två skilda karossmonteringslinjer, vilket naturligtvis hade tagit upp mycket mer plats. ”Tvåvarvsmetoden är en smart lösning,” konstaterar Steinbauer.
Korrelationsfri inmätning – början på en ny era med ännu högre precision
En annan nyhet inom Audi-koncernen är stationen där den korrelationsfria inmätningen utförs. Den innebär ett stort utvecklingskliv jämfört med den tidigare mätproceduren. När karossen passerat igenom monteringslinjen två gånger, mäter två robotstyrda optiska mäthuvuden med stor precision karossens exakta mått. De börjar med att närma sig karossen på 150 punkter vid första passagen, och mäter sedan in ytterligare 200 punkter varv två. 10 kameror, som kalibrerats med varandra, registrerar mäthuvudenas exakta position – denna jämförelse minskar den möjliga avvikelsen från +/- 0,30 mm till +/- 0,20 mm. Den stora mängden av mycket precisa data gör det möjligt att snabbt, och på ett förutseende sätt, reagera även på de minsta avvikelser.
Förutom de högteknologiska systemen, innehåller karossmonteringslinjen även två manuella stationer. Här utförs svetsningar med en kvalitet och precision som kräver verkliga specialistkunskaper. De som arbetar här, har stor nytta av den yrkesskicklighet de skaffat sig under många års arbete med Audi Space Frame för Audi R8.
Med örnblick och stadiga händer: monteringssteget
Efter den till stora delar automatiserade karosserimonteringslinjen, följer vad som kallas ”monteringssteget” där erfarna karosseriarbetare monterar skärmarna, dörrarna och motorhuven. Gruppens talesman, Marc Rickert, sätter fokus på de exakta, enhetliga mellanrummen och på själva ytkvalitén. På det yttre skalet, kan minsta toleransfel på formpressningsverktygen eller missöden under transporten av delarna orsaka små defekter som måste identifieras och åtgärdas på ett mycket noggrant sätt.
Hantverk av traditionell typ är helt oumbärlig när man bygger en e-tron GT, något som även framgår tydligt av Rickerts yrkeskarriär. Han är en erfaren snickare och anställdes på Audi för åtta år sedan. ”Då hade övergången från den första till andra generationen av Audi R8 inletts, och Audi ville stärka sitt karosseriteam”, förklarar han. ”Som snickare får man ett tränat öga och god intuition när det gäller ytor – skillnaden är inte så stor mellan trä och metall i det avseendet. Det här är en förmåga man aldrig mister, tvärtom förbättras den med tiden tack vare att man övar den hela tiden.”
Efterkontroll av erfarna experter
Efter monteringssteget går karosserna vidare till efterbehandlingszonen, där de undersöks noggrant ännu en gång av produktions- och produktkvalitéexperter. Christoph Steinbauer känner till alla speciellt utmanande ställen, som övergångarna mellan dörrarna och intilliggande ytor. Den uttrycksfulla designen på Audi e-tron GT ställer maximalt höga krav på produktkvalitén – något som gör dessa specialister extra entusiastiska: ”Sidväggsramen har ett dragdjup på 35 cm mellan sin högsta och lägsta punkt – och då ska man ända komma ihåg att vi använder aluminium som är ett mycket skörare material än metallplåt. Även för Audi är detta något nytt. Det här markerar alltså gränsen för vad som kan uppnås med den nuvarande tekniken.”
Självkörande transporter från källarplanet till monteringslinjen
Efter lackering vid anläggningen i Neckarsulm, lagras karosserna till e-tron GT, tillsammans med de till R8, en kortare tid i källarplanet på Böllinger Höfe-fabriken. Förarlösa transportfordon för dem sedan vidare till den gemensamma slutmonteringslinjen på bottenvåningen. Med hjälp av navigationskartor som innehåller digitala bilder av utrymmena, orienterar sig transportfordonen helt automatisk fram till sina mål. Två laserskannrar fram och bak läser av området runtomkring och ser till att fordonen hela tiden vet exakt var de befinner sig. De 20 specialfordonen kör tillsammans en sträcka på totalt 23 km under en arbetsdag och används inte enbart för transporter utan också under monteringscyklerna. De förarlösa transportfordonen kan frakta båda karosstyperna, och justerar själva sin höjd för att göra arbetet längs linjen ergonomiskt.
Audi e-tron GT och R8 på samma linje: slutmonteringen
Produktionsanläggningen vid Böllinger Höfe är också mycket flexibel vid slutmonteringen. Audi e-tron GT och R8 passerar längs samma linje med exakt koordination.Likadant är det med komponenttillförseln: Logistikexperterna styr de båda komplexa kedjorna så att alla komponenter anländer i rätt ögonblick och i rätt ordning för de olika monteringscyklerna.
Under slutmonteringen är det tre olika transportsystem som sköter flödet av bilar: de förarlösa transportfordonen, ett nyinstallerat system av eldrivna överliggande transportskenor samt ett transportband i slutet av linjen. De förarlösa transportfordonen för fram de lackerade karosserna under de första cyklerna. Därefter lämnar de över den framväxande bilen till den överliggande transportbanan via en helautomatiserad överföringsstation. Det här systemet för bilen längs en slinga som löper tillbaka till samma station igen efter 15 cykler. Här tar de förarlösa transportfordonen över på nytt och transporterar bilarna vidare genom slutmonteringslinjens övriga cykler.
För e-tron GT, har Audi utökat slutmonteringsprocesserna från 20 till 36. Cykeltiden ligger på 15 min. ”Alla våra anställda kan de olika arbetsmomenten för R8 och e-tron GT. Det innebär att de kan utföra många olika steg under en och samma cykel”, förklarar Sascha Koch som är chef för slutmonteringen. Alla anställda i slutmonteringshallen är extra uppmärksamma på högspänningsdetaljer och har instruerats om hur man handskas med högspänningskomponenter och -drivningar. Beroende på sin arbetsroll, har andra medarbetare genomgått mer ingående utbildning.
74 förskruvningar förenar drivningen, upphängningen och karossen
Under den överliggande transportbanans första cykler, monteras interiören i e-tron GT. Därefter förses de monterade karosserna med batteri, elmotorer och upphängning. Dessa stora tekniska moduler placeras med millimeterprecision under karossen. Hopmonteringen kan liknas vid en noga koreograferad ”teknikbalett”: Montörer skruvar fast batteriet och drivningskomponenterna i karossen på 74 ställen med hjälp av smarta, självpositionerande skruvdragare.
Människor och robotar sida vid sida: montering av rutorna
Monteringsprocesserna kräver stor precision och yrkesskicklighet som ibland kan få assistans av medarbetare av rent stål. Ett exempel på detta är när vindrutan och bakrutan ska fästas på plats – arbetet utförs av människor och robotar i samverkan och kräver inga säkerhetsbarriärer. Två montörer placerar rutan i en fixtur med automatiskt justerbara hållare. Montörerna kan sedan ta ett par steg tillbaka medan roboten applicerar bindemedlet. Därefter tar montörerna över igen och placerar rutan på plats med extrem precision.
Vid många stationer används specialgjorda verktyg för att säkra ergonomiska arbetsförhållanden. Om någon vid linjen kommer på en bra idé som skulle underlätta på den här punkten, kan de vända sig till företagets center för 3D-utskrifter för att få idén förverkligad. Expertteamet på Böllinger Höfe inledde ett samarbete med ett uppstartsföretag från Berlin, och tillsammans utvecklade man en mjukvara som minskar konstruktionstiden för förmonterings-jiggar och -fixturer med 80%. Oftast krävs endast en enkel skiss som sedan kan förvandlas till en färdig produkt inom loppet av ett par timmar.
Slutsträckan: idrifttagning och tester med 4 mil på väg
Vid de sista stationerna längs transportbandet sker idrifttagningsprocesser där systemen så slutligen aktiveras. Bilarna körs då dynamometrar (”rullande landsväg”) och kalibreringsställ för upphängningen, strålkastarna, assistanssystemen och bromssystemen. Sedan är det dags för Audi e-tron GT att tillryggalägga sina första kilometrar på vägen. Alla bilar provkörs först på Böllinger Höfes egna vibrationsbana, som har flera olika ytbeläggningar. Därefter går testerna vidare längs en 40 km lång resa på allmän väg, bl.a. på motorväg och i stadstrafik. Vid de här testerna är de specialutbildade förarna uppmärksamma på minsta lilla detalj. Passar alla rörliga delar, som luftinsläppen och locket till handskfacket, samman helt perfekt? Eller hörs det några knirkande ljud någonstans när man kör på kullersten? Kan man höra några ljud från detaljer av plast eller läder som ligger och skaver mot varandra? Och fungerar alla system och displayer som de ska?
Upp till 60 bars tryck genom 40 munstycken – rena monsunregnet
Väl tillbaka i monteringshallen igen, måste e-tron GT genomgå ett läckagetest som utförs i ett konstgjort monsunregn av värsta sorten. Under åtta minuter besprutas bilen med vatten genom 40 munstycken som vart och ett kan leverera upp till 25 liter/min. vid ett tryck på 60 bar. Förloppet är slutet: Vattnet cirkuleras, renas och används på nytt av pumparna.
Vid den sista stationen som e-tron GT måste passera genom, kontrolleras bilens finish. Detta görs i två på varandra följande ljustunnlar och under noggrann övervakning av produktions- och kvalitetssäkringsspecialister. Här kommer det manuella arbete som varken kameror eller robotar kan ersätta till användning en sista gång vid byggandet av bilen. Totalt 44 ljuskasetter är monterade i den första tunneln – 12 av dem sitter i taket resp. på sidorna medan de återstående 8 är rörliga. Denna konfiguration gör det möjligt att upptäcka minsta lilla avvikelse i lackeringen. I den andra av de båda ljustunnlarna fokuserar man på skarvar och mellanrum, och medarbetarna har här möjlighet att göra de sista finjusteringarna, om några sådana skulle behövas.
Alla kontroller och avslutande åtgärder man gör på e-tron GT syftar till samma sak – att garantera kunderna Audis sedvanliga toppkvalitet och säkerställa att den bil de köper är helt perfekt. Och det, förklarar produktionschefen Wolfgang Schanz, ser alla anställda på Audi Böllinger Höfe som en i högsta grad personlig angelägenhet.
Wolfgang Schanz, produktionschef Audi Böllinger Höfe, om...
…produktionslinjens karaktär: ”Det faktum att Böllinger Höfe-fabriken redan på planeringsstadiet var avsedd att bygga mindre serier av bilar med hjälp av innovativa och flexibla tillverkningsprocesser, har inneburit att vi har de perfekta förutsättningarna för att tillverka e-tron GT. Det som skapas här är resultatet av en unik kombination mellan skickligt hantverk och smart tillverkningsteknik”.
…utvecklingen av tillverkning i hantverksmässig skala: ”Vi behåller de styrkor som produktion i hantverksmässig skala innebär och kommer att fortsätta att utnyttja dess fördelar även i framtiden. Samtidigt utökar e-tron GT vårt kunnande genom att addera ny kompetens inom områdena elektrifiering, automatisering och digitalisering. På så sätt kombinerar vi det bästa av två världar i Böllinger Höfe.”
…tillverkningsflexibiliteten: ”Vi har utnyttjat det tillgängliga utrymmet för att implementera produktion som både är strömlinjeformad och flexibel. Allt går hand i hand här. Det gör det möjligt för oss att bygga e-tron GT och R8 med samma personal vid en och samma monteringslinje.”
…om samspelet mellan storskalig produktion och tillverkning av små serier: ”Vid vår anläggning i Böllinger Höfe för tillverkning av små serier, skalar vi ner och anpassar olika metoder som används vid storskalig produktion. Samtidigt utvecklar och använder vi helt nya lösningar som i sin tur ger oss viktiga lärdomar för produktion i stor skala.”
…om Industry 4.0: ”Vi har infört en hel rad av nya metoder. Vi började med planerings- och monteringssekvenser, som till största delen nu utförs virtuellt. Vi har introducerat korrelationsfria mätmetoder i karosseriavdelningen. Och de monteringshjälpmedel vi skriver ut med en 3D-printer har visat sig vara en stor tillgång.”
...om de anställdas motivation: ”Den stora entusiasmen hos de anställda gläder mig oerhört. Att bygga våra bilar är ett hantverk som i många avseende kräver stort sinne för detaljer. Våra anställda har fört med sig den stora passion de visat när de byggt R8 till att också gälla e-tron GT.”
På Audi MediaCenter finns fler bilder, videofilmer, grafik och ljudet av e-tron GT.
Nyckelord
Kontakter
Irene BernaldInformations- och PR-chef
Tel:+46 (0)8-553 865 51irene.bernald@audi.seBilder









Länkar
Om
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Audi är en internationell tillverkare av premiumbilar och levererade drygt 1,845 miljoner nya bilar 2019. Företaget omsatte 55,7 miljarder euro 2019 och har över 90.000 medarbetare runt om i världen, varav ca 60.000 i Tyskland. Audi är aktivt på mer än hundra marknader globalt och producerar bilar i 16 anläggningar i 11 länder. Audi fokuserar på nya produkter och hållbar teknik för framtidens mobilitet. Automobili Lamborghini S.p.A, sportmotorcykeltillverkaren Ducati Motor Holding S.p.A och Audi Sport GmbH är helägda dotterbolag till Audi AG. Audi Sverige ingår i Volkswagen Group Sverige AB.
Följ Audi
Abonnera på våra pressmeddelanden. Endast mejladress behövs och den används bara här. Du kan avanmäla dig när som helst.
Senaste pressmeddelandena från Audi
Säljstart för uppdaterade laddhybriderna Audi Q7 TFSI e quattro och Q8 TFSI e quattro.23.4.2024 12:45:14 CEST | Pressmeddelande
Audi öppnar upp för beställning av laddhybriderna Audi Q7 TFSI e* och Q8 TFSI e* denna vecka. Båda modellerna har uppdaterats med en exteriör facelift samtidigt som den eldrivna räckvidden har ökat till 83 km tack vare ny batteriteknik och effektivare körlägen. För första gången finns båda laddhybriderna även med fyrhjulsstyrning för ökad säkerhet och komfort. Med tillvalet elektromekaniska aktiva krängningshämningen (eAWS) garanteras ännu mer dynamiska köregenskaper.
Säljstart för eldrivna Audi Q6 e-tron och Audi SQ6 e-tron27.3.2024 13:22:06 CET | Pressmeddelande
Nu går det att beställa Audis senaste teknikspäckade nyheter, eldrivna Audi Q6 e-tron och SQ6 e-tron. Båda modellerna bygger på den nya elbilsplattformem PPE som utlovar både snabb laddning med 800-voltssystem och lång räckvidd på upp till 623 km. Inför säljstarten har Audi satsat på att förenkla bilvalet genom att erbjuda tre välutrustade modellversioner redan från start, Proline, S line och S line Selection, där Proline förväntas bli storsäljaren. De första leveranserna beräknas levereras till kunder under sommaren 2024.
Hållbar och flexibel produktion av Audi Q6 e-tron i Ingolstadt21.3.2024 09:51:45 CET | Pressmeddelande
Audi Q6 e-tron är den första helelektriska modellserien som Audi tillverkar vid huvudkontoret i Ingolstadt. I linje med märkets produktionsstrategi 360factory har Audi integrerat produktionen i redan befintliga strukturer och processer. Sedan den 1 januari 2024 är Ingolstadt också den tredje Audi-anläggningen med nettonollutsläpp1, efter Bryssel (2018) och Győr (2020). Ingolstadt är dessutom den första Audi-anläggningen i Tyskland med eget batterimontage.
Efter starkt räkenskapsår 2023. Audi stärker och utökar produktportföljen.19.3.2024 15:58:32 CET | Pressmeddelande
Audi-koncernen uppnådde under utmanande ekonomiska förhållanden ett robust resultat för räkenskapsåret 2023. Intäkterna ökade med 13,1 procent till 69,9 miljarder euro, rörelseresultatet uppgick till 6,3 miljarder euro och rörelsemarginalen till 9,0 procent. Nettokassaflödet var nästan i nivå med föregående år på 4,7 miljarder euro. Med ett stort antal nya modeller kommer Audi att stärka och utöka sitt produktutbud avsevärt under de kommande åren. Världspremiären för helt eldrivna Audi Q6 e-tron, den första modellen på den nya Premium Platform Electric (PPE), inleder en serie produktlanseringar. Fler än 20 nya modeller planeras för 2024 och 2025.
Upplev Försprång genom teknik. Nya Audi Q6 e-tron18.3.2024 19:04:43 CET | Pressmeddelande
Audi Q6 e-tron är den första serietillverkade modellen på Premium Platform Electric (PPE) och samtidigt nästa steg i företagets omställning till att bli en leverantör av eldriven premiummobilitet. Modellen bjuder inte bara på imponerande kör- och laddningsprestanda, utan även på ökad effektivitet och lång räckvidd på upp till 623 km. Den nya designfilosofin för interiören och den banbrytande tekniken som debuterar i Audi Q6 e-tron inleder nästa kapitel inom elmobilitet för de fyra ringarna och gör Vorsprung durch Technik till en konkret upplevelse varje dag. Med den nya modellserien är det också premiär för elbilstillverkning i Ingolstadt. Audi Q6 e-tron quattro och SQ6 e-tron kan beställas fr.o.m. mars 2024 och levereras till de första kunderna sommaren 2024.
I vårt pressrum kan du läsa de senaste pressmeddelandena, få tillgång till pressmaterial och hitta kontaktinformation.
Besök vårt pressrum